数控镗孔是一种精密加工技术,主要用于扩大工件上的现有孔,以获得精确的直径和理想的表面光洁度。虽然它经常与普通镗孔混淆。 转折点 or 钻孔CNC镗孔的核心特点是使用单点切削刀具,重点在于修正和精加工内径。
本文将详细介绍数控镗孔的基本概念、它与其他加工方法的区别,以及掌握此工艺的实用技能和专业建议。
什么是数控镗孔?

数控镗孔是一种用于精加工孔的精密切削工艺。它主要使用安装在镗杆或镗头上的单点切削刀具,对已有的孔(例如钻孔或铸造形成的孔)进行扩孔和精加工,以获得更高的直径精度、轴线对准度和表面光洁度。与直接在实心材料上钻孔不同,镗孔的重点在于修正现有孔的尺寸和位置误差。它是制造高精度零件(例如发动机缸体、枪管和重型机械零件)不可或缺的工艺。
数控镗孔的核心在于其明确的目的和独特的刀具:其目的是扩大现有孔,修正钻孔或铸造过程中产生的偏差,从而获得精确的尺寸和光滑的内壁。它使用带有单点切削刀具的镗杆,而不是用于钻孔的旋转钻头。
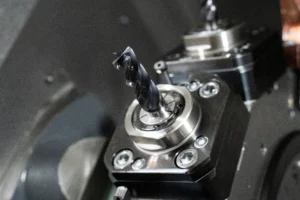
在数控镗孔过程中,刀具沿孔轴线进给,均匀地从内表面刮削掉一层薄薄的材料。该工艺既可在车床上进行(工件旋转,刀具固定),也可在铣床上进行(刀具旋转,工件固定)。凭借其高精度和高灵活性,数控镗孔在汽车、航空航天和重型机械制造领域发挥着关键作用,确保零件满足严格的公差要求。
何时使用数控镗孔?
1. 当您需要非常精确的孔径和圆度时。
2. 改善孔内表面光洁度。
3. 用于矫正孔洞或修复铸造缺陷。
4. 用于内部特征的精确对齐。
CNC铣床和CNC车床的CNC镗孔有什么区别?
CNC镗孔可以在两者上进行 数控车床 以及 数控铣床但两者的加工原理和应用场景截然不同。在数控车床上进行镗削时,工件旋转,而镗刀相对静止(仅沿X轴和Z轴进给)。这种方法本质上是内圆车削,适用于轴套、管件、轴等旋转零件。由于工件旋转,动平衡至关重要。如果工件偏心,容易引起振动,影响加工质量。
在数控铣床上进行镗孔时,工件固定,镗刀随主轴旋转并沿轴向进给。这种方法更适合加工大型箱形零件,例如发动机缸体和变速箱壳体。此时,刀具的旋转平衡直接决定了孔的圆度,因此对镗杆的刚性和动平衡性要求较高。总之,加工方式的选择主要取决于工件的形状、尺寸和加工要求。
您可能也喜欢阅读:
适合小型车间和业余爱好者的最佳数控车床(2026 年购买指南)
比较:数控钻孔、镗孔和铰孔
| 对比表:数控钻孔、镗孔和铰孔 | |||
|---|---|---|---|
| 特性 | 钻探 | 扩孔 | CNC镗孔 |
| 主要目的 | 开个孔 | 表面光滑,尺寸精准。 | 扩大并拉直孔 |
| 工具种类 | 多点(麻花钻) | 多点(铰刀) | 单点(镗杆) |
| 可调性 | 固定尺寸 | 固定尺寸 | 高度可调 |
| 矫正能力 | 无法固定孔位 | 沿着现有孔 | 可以校正孔位 |
数控镗孔加工中使用的关键工具有哪些?
为了实现精密加工,必须选择合适的刀具。
1. 镗杆
镗杆是用于夹紧切削刀片的悬臂。长径比(长径比)是数控镗孔中最关键的因素。
钢筋适用于长径比最高为 4:1 的情况。
硬质合金棒(硬质合金镗杆)刚性更强,适用于高达 6:1 的比例。
阻尼杆:用于深孔镗削的减振镗杆(传动比 10:1 或更高)。

2. 镗头
镗头主要用于铣床。镗头用于固定镗杆,并可进行精细的径向调节。目前的数控镗头允许操作员在不将刀具从主轴上取下的情况下,以 0.0001 英寸为单位调节直径。
3. 刀片(刀片)
刀片是切削刃。对于数控车床加工,通常优选正前角刀片,以降低切削压力,从而最大限度地减少刀具挠曲。
数控镗孔加工中常见的难题有哪些?
数控镗孔加工中常见的难题通常是由于刀具不稳定、切削参数不当或切屑处理不佳造成的。从2026年的技术角度来看,解决这些问题需要将机床的机械调整与先进的刀具技术相结合。
1. 振动和颤动
振动和颤动是加工中最常见的障碍,这主要是由于刀具悬伸过长或机床刚性不足造成的。
针对这一问题,可以采取以下措施:
首先,尽可能减少悬伸量,尽量减少镗杆与刀具手柄之间的距离,理想情况下,长径比(L/D)应控制在 3:1 以内。
其次,对于处理高纵横比(例如 6:1 或更高)的场景,可以使用带有调谐质量阻尼器或重金属结构的特殊防振钻孔杆。
此外,如果在加工过程中出现颤动,可以将切削速度降低 50% 至 70%,或者适当提高进给速度,使刀具保持恒定的负载;另外,使用较小的刀尖半径或更锋利的切削刃也可以有效地降低径向切削力,从而抑制振动。
2、表面光洁度差
粗糙的表面光洁度通常是由于刀具钝化、排屑不畅或进给速度不当造成的。
修复:
- 优化进给率:建议以 0.1 至 0.2 毫米/转的进给速度作为初始值。确保进给量至少为刀片刀尖圆弧半径的 25%,以避免“摩擦”。
- 冷却液策略:使用高压刀具冷却液冲洗掉切屑,防止切屑划伤孔表面。
- 增速对于精加工工序,较高的主轴转速与较浅的切削深度相结合,通常会产生更光滑的表面。
3. 尺寸误差和锥度问题
在镗孔加工中,由于受力弯曲(挠曲),镗杆容易造成孔的锥度或偏心。
解决此问题的方法包括:
- 用整体硬质合金棒代替普通钢制镗杆,刚度显著提高,挠度可降低高达 50%。
- 逐步镗孔采用多次轻切削精加工代替单次重切削,从而减少刀具负荷并提高加工精度。
- 数字镗头的应用——使用可以微米级调节的数字镗头,以确保加工过程始终保持严格的公差要求。
4. 刀具过度磨损问题
加工因科镍合金和不锈钢等硬质材料时,切削刃很容易快速钝化。
延长工具寿命的有效措施包括:
- 先进涂层技术的应用: 使用带有 TiAlN、TiCN 或 CVD 金刚石涂层的刀片可以显著提高耐热性。
- 合理降低切削速度: 通过降低切削速度来控制加工硬质或磨蚀性材料时产生的热量。
- 实施实时监控借助数控系统的刀具寿命监测功能,可以动态跟踪刀具磨损情况,并在刀具失效前及时更换刀具。
5.芯片抽吸不充分
深孔或盲孔经常会滞留切屑,导致刀具卡住或灾难性断裂。
修复:
- 芯片破碎器几何形状选择带有强力断屑槽的刀片,旨在产生小而易于处理的“逗号形”切屑。
- 主轴中心冷却将冷却液以高压直接输送到切削区域,以将切屑从孔中排出。
结语
无论是校正钻孔偏差、满足严格的 ISO 公差,还是确保数控车床的同心度,原理都是一样的: 刚性第一,刀具几何形状第二.
通过选择合适的悬伸长度、控制速度和进给量,并了解钻孔和镗孔之间的区别,您可以彻底改变您的加工操作。
如果您想了解更多关于钻探的信息,可以查看 建科网 读书 CNC钻孔:实现高精度的7个最佳技巧。