High-precision CNC drilling on CNC lathe is a basic skill in modern manufacturing. Unlike the milling center where the tool rotates, drilling on a CNC lathe usually involves a stationary drill bit cutting into a rotating workpiece.
In this comprehensive guide, we will explore how to optimize your CNC drilling machines and equipment to ensure that every hole is perfectly aligned and within tolerances.
What is a CNC Drill on a Lathe?

A CNC drill uses computer-controlled automation to precisely create holes in materials like metal, wood, and plastic, offering high accuracy, speed, and repeatability for tasks ranging from simple assembly holes to complex patterns, often utilizing specialized carbide bits on machines like routers or dedicated drilling centers for efficiency and quality in manufacturing.
How does it work?
Design: An engineer creates a Computer-Aided Design (CAD) file with exact hole specifications.
Programming: The design is converted into G-code, instructions that tell the CNC machine how to move.
Setup: The workpiece is secured and the appropriate drill bit (e.g., solid carbide, stub drill) is loaded.
Execution: The machine automatically rotates the bit and moves it to drill holes at programmed speeds and locations, ensuring accuracy.
Tip 1 of CNC Drilling: Achieve Perfect Tool Centering
The most critical factor in lathe drilling is centering. If the drill tip is not in the perfect X0.0 position, the drill bit will have a wobble that results in centering a larger hole than expected and leaving a bump (pip) at the bottom of the hole.
Steps to Verify Centering:
- Calibration Tool Holder: When the turret is in the X0 position, the coaxial indicator is used to sweep the inside of the drill tool holder.
- Check Turret Alignment: Make sure the turret itself is perpendicular to the spindle. Collision may cause the turret to deviate from the alignment state, so that the accuracy cannot be achieved.
- Try Cutting: Drill a shallow hole and check the bottom. If there is a small protrusion (pip) in the center, it indicates that the bit is slightly eccentric.
Which CNC Drill Should You Choose?
| Different Drill Type Comparison Table | |||
|---|---|---|---|
| Drill Type | Best Application | Pros | Cons |
| HSS Twist Drill | General Purpose, Soft Steels | Low cost, easy to sharpen | Slow speeds, flexible (wanders) |
| Solid Carbide | High Production, Tough Alloys | High rigidity, fast feed rates | Brittle, expensive, requires rigid setup |
| Indexable Insert | Large Diameters, Roughing | High metal removal, cheap inserts | High horsepower needed, lower finish |
| Spade Drill | Deep Large Holes | Versatile sizing | Slower than carbide, lower tolerance |
For high-precision work, Solid Carbide drills are usually the first choice because of their rigidity. They are not as easy to bend as HSS (high speed steel) to ensure that the holes remain straight.
Tip 2 of CNC Drilling: How Does Spot Drilling Improve Accuracy?
Does your process need a centering drill? In high-precision CNC drilling, the answer is almost always yes.
The centering drill (or spot drill) creates a small dent on the surface of the material by drilling. This is used as a guide hole for larger drill bits. If there is no centering drill, long cemented carbide or HSS drills tend to walk on the surface before entering the material that result in an eccentricity of the starting position of the hole.
JIANKE Machinery Notes: Ensure that the angle of the centering drill is matched or wider than the angle of the secondary drill (for example, 140°centering drill is used for 135°cemented carbide drills) to prevent angle collapse when entering.
Tip 3 of CNC Drilling: Best CNC Drilling Cycles
Modern CNC drilling machines and equipment use standard G-code to effectively manage the drilling process. Understanding when to use which cycle is the key to accuracy.
G81 (Standard Drilling)
G81 is used for shallow holes where chip accumulation is not a problem. The tool is returned directly after drilling to depth. It is most suitable for central drilling and shallow holes (depth less than 3 times the diameter).
G83 (Deep Hole Peck Drilling)
After each pecking of the G83, the drill bit completely returns to the outside of the hole to remove the chips and allow the coolant to enter. It is most suitable for materials (such as aluminum or 304 stainless steel) with holes more than 3 times the diameter and producing long strip chips.
G74 (Peck Drilling on Lathes)
In many Fanuc CNC lathe control systems, G74 is the standard end face grooving/drilling cycle, which allows chip breaking in the case of incomplete tool withdrawal, and maintains the process faster while controlling the chip.
Tip 4 of CNC Drilling: How to Optimize Feeds and Speeds to Achieve Accuracy?
Running a CNC drilling machine at the wrong speed will generate heat. Heat can lead to thermal expansion of parts and tools, thus destroying tolerances. Therefore, choosing the right bit material helps to ensure work efficiency.
Carbide Drills: High rotational speed (RPM) and high feed rate are required to effectively cut the material. Running too slowly can cause friction and heat.
High Speed Steel Drills: Lower RPM is required.
Feed Rate Formula: F = N x fr (where F is the feed rate per minute inch, N is the RPM, fr is the feed per revolution).
Optimization Table of Common Materials:
| Comparison Table of Common Materials | |||
|---|---|---|---|
| Material | Tool Material | Surface Speed (SFM) | Feed per Rev (IPR) |
| Aluminum (6061) | Carbide | 600 – 1000 | 0.008 – 0.012 |
| Mild Steel (1018) | Carbide | 250 – 400 | 0.006 – 0.010 |
| Stainless (304) | Carbide | 150 – 250 | 0.004 – 0.007 |
| Titanium | Cobalt/Carbide | 80 – 120 | 0.003 – 0.005 |
JIANKE Machinery Notes: Be sure to consult the manufacturer ‘s data to understand your specific CNC drill parameters.
Tip 5 of CNC Drilling: How to Eliminate the Influence of Cooling and Chip Removal on Drilling?
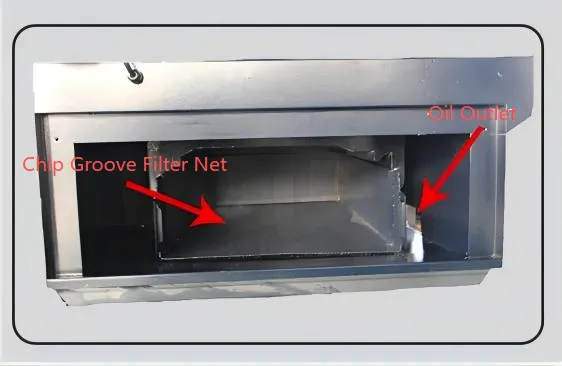
Chip is one of the potential risks affecting drilling in high-precision CNC drilling. If chips accumulate in the hole, they will scratch the surface finish (damage accuracy) or jam the drill bit (cause fracture).
Through-Tool Coolant (TSC)
Modern CNC drilling machines and equipment are typically equipped with high-pressure cooling pumps (300 to 1000 PSI) that force coolant through the hole inside the drill. This flushes the chip out of the hole and keeps the cutting edge cool that significantly improves the accuracy and surface finish.
If you do not have cutting fluid, make sure that the external coolant nozzle is directly aligned to the orifice so that the tool is submerged during tool withdrawal (G83 cycle).
Tip 6 of CNC Drilling: Exclude Common Errors
In order to maintain a high standard of CNC drilling, avoid these common pitfalls:
- Excessive Overhang: The length of the drill out of the tool holder exceeds the necessary value will increase the vibration and beating. Observe the length-diameter ratio of 3: 1 or 5: 1 as much as possible.
- Worn Collets: Use of old or dirty collets can cause runouts. Clean the chuck and tool holder before each installation.
- Ignoring Runout: Use a dial gauge to check the runout of the drill bit mounted on the turret before pressing loop start. The total indication reading (TIR) should be less than 0.0005′ ideally.
- Wrong Point Angle: The use of a standard 118°drill point angle for hard materials may cause the drill bit to wander. A 135°or 140°split-point drill usually has better automatic centering.
Tip 7 of CNC Drilling: Boring After Drilling
If your tolerance requirements are very strict (e.g. +/- 0.0002 inches), CNC drilling alone may not be sufficient. The drill is mainly a rough machining tool.
For Achieve the Ultimate Accuracy:
- Drill Undersize: Use a CNC drill to create a hole that is slightly smaller than the final diameter (e.g., 0.015 ‘) .
- Boring Bar: Subsequently, a single-point boring bar is used for processing. Because the boring tool can be corrected by tool compensation and cut with a rigid single point, it can correct the position and diameter of the hole to a precise specification.
Conclusion
If you want to achieve high-precision CNC drilling on CNC lathe, this requires a combination of mechanical calibration, correct tool selection and intelligent programming. By ensuring the tool is perfectly centered, using the correct CNC drilling machines and equipment, and through proper cycle management chip removal, you can produce holes that meet the most stringent aerospace and medical tolerances.
With these 7 tips, your machining operations will become more efficient and accurate.
FAQ
As of 2026, CNC drilling has evolved from a purely subtractive mechanical process into a data-driven, “intelligent” operation. The latest advancements focus on eliminating human guesswork through real-time feedback and autonomous adjustment.
While both machines are designed to put holes in things, the difference between a manual drill press and a CNC (Computer Numerical Control) version is a bit like the difference between a bicycle and a self-driving car. One relies on your muscle and intuition; the other relies on code and precision motors.
When choosing a CNC drilling machine, you should consider the materials you will work with, required precision and production volume, and the machine’s technical specifications like spindle power and size.
Boring after drilling can enlarge and finish the hole, so as to obtain better surface finish and tolerance. It can correct any irregularities caused by drilling and achieve higher precision and smoother surface, which is very important for bearings and other parts that need to be accurately matched.



